Process Measures to Reduce Machining Deformation
Reducing Residual Stress in Blanks
Natural or artificial aging, as well as vibration treatment, can partially eliminate residual stresses in blanks. Pre-machining is also an effective method. For bulky blanks with excessive stock allowance, post-machining deformation tends to be significant. By pre-machining to remove excess material and balance stock allowance, subsequent machining deformation can be reduced. Additionally, allowing the pre-machined blank to rest helps release residual stresses.

Improving Tool Cutting Performance
Tool material and geometric parameters significantly influence cutting forces and heat generation. Proper tool selection is crucial for minimizing part deformation.
Optimizing Tool Geometry
Rake Angle:
A larger rake angle (while maintaining edge strength) enhances cutting sharpness, reduces chip deformation, improves chip evacuation, and lowers cutting forces and temperatures. Negative rake angles should be avoided.
Clearance Angle:
The clearance angle directly affects flank wear and surface finish. For rough milling with heavy loads and high heat, a smaller clearance angle improves heat dissipation. For finish milling, a larger clearance angle reduces friction and elastic deformation.
Helix Angle:
A higher helix angle ensures smoother milling and reduces cutting resistance.
Lead Angle:
A smaller lead angle improves heat dissipation and lowers average cutting zone temperatures.
Enhancing Tool Structure
Reducing Teeth Count & Increasing Chip Space:
Aluminum’s high plasticity demands larger chip pockets. Tools with fewer teeth and wider gullets are preferred.
Precision Edge Honing:
The cutting edge roughness should be below Ra = 0.4 μm. Lightly honing new tools with a fine stone removes burrs and micro-serrations, reducing heat and deformation.
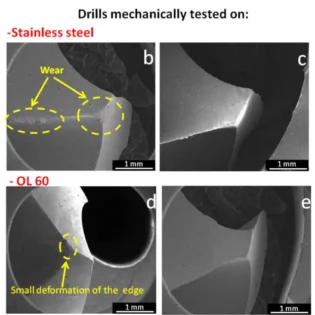
Strict Wear Control:
Tool wear increases surface roughness, cutting temperature, and part deformation. Wear limits should not exceed 0.2 mm to prevent built-up edge. Workpiece temperature should stay below 100°C to avoid distortion.

Optimizing Workpiece Fixturing
For thin-walled aluminum parts with low rigidity:
Axial Clamping for Bushings
Radial clamping (e.g., 3-jaw chucks) causes post-machining deformation. Instead, use a threaded mandrel inserted into the part’s bore, secured axially with a endplate and nut to maintain precision during OD machining.
Vacuum Chucks for Thin Plates
Uniform clamping force distribution paired with light cuts minimizes distortion.
Filling Method
Fill hollow parts with a low-melting filler (e.g., urea-potassium nitrate melt) to enhance rigidity during machining. Dissolve the filler post-process in water/alcohol.
Strategic Process Sequencing
High-speed machining with large stock or interrupted cuts may induce vibration. A typical CNC process flow:
Roughing → Semi-finishing → Corner Cleaning → Finishing
For high-precision parts, repeat semi-finishing before final passes. Post-roughing natural cooling relieves stresses. Leave 1–2 mm stock after roughing; maintain 0.2–0.5 mm uniform allowance in finishing to ensure stability, reduce deformation, and achieve high surface quality.
Operational Techniques to Minimize Machining Deformation
In addition to the aforementioned causes, operational methods play a crucial role in controlling deformation during aluminum part machining.

Symmetrical Machining for Large Stock Parts
For better heat dissipation, use alternating symmetrical machining. Example: A 90mm plate machined to 60mm achieves 0.3mm flatness when processed in alternating passes versus 5mm with consecutive machining.
Layered Machining for Multi-cavity Parts
Machine all cavities layer-by-layer simultaneously to ensure uniform stress distribution, preventing deformation from uneven forces.
Optimized Cutting Parameters
Adjust depth of cut (ap) with corresponding feed rate and spindle speed increases in CNC high-speed milling to balance productivity and reduced cutting forces.
Strategic Tool Path Selection
Use conventional milling for roughing (maximum removal rate) and climb milling for finishing (better surface quality with progressive chip thickness reduction).
Thin-wall Fixturing Technique
Before final passes, briefly release and reapply minimal clamping force to allow natural recovery, applying force along the part’s most rigid direction.
Cavity Machining Method
Avoid direct plunging; pre-drill or use helical entry paths to prevent chip packing and tool breakage.

結(jié)論
Aluminum part deformation stems from material properties, geometry, and processing conditions, primarily involving?blank residual stresses,cutting forces/heat,and clamping stresses.The integrated application of these process optimizations and operational techniques significantly reduces deformation, enhances precision and surface quality, providing reliable technical support for production.
用螺絲數(shù)控加工機構(gòu) 22")

應(yīng)用 37")

行精密切割 44")
量? 50")

合金立銑刀高速加工72鈦合金的振動分析")