目前,不銹鋼廣泛應用于航空航天、發(fā)電設備制造、建筑和食品等行業(yè)。不銹鋼作為一種典型的難加工材料,存在加工硬化嚴重、切削溫度高、切屑易附著等缺陷。由于不銹鋼的上述特性,在STS的加工過程中容易出現(xiàn)刀具加速磨損、加工表面完整性差、排屑困難等常見問題,嚴重影響加工質量、生產(chǎn)含有 STS 的材料零件的周期和加工成本。 Meetyou硬質合金技術部對不銹鋼材料加工難點進行分析總結,提供不銹鋼切割具體措施和典型產(chǎn)品的解決方案,供您參考。
不銹鋼材料難加工的原因
1、高溫強度和加工硬化傾向
與普通鋼相比,不銹鋼具有中等強度和硬度。但它含有大量的Cr、Ni、Mn等元素,具有良好的塑性和韌性,高溫強度高,加工硬化傾向大,因此產(chǎn)生切削負荷。此外,奧氏體不銹鋼在切削過程中,內部析出一些碳化物,增加了對刀具的劃傷作用。

圖。1。普通不銹鋼的耐溫強度
2.需要大的切削力
不銹鋼在切削時塑性變形大,特別是奧氏體不銹鋼(伸長率超過45鋼的1.5倍),增加了切削力。
3.芯片與工具的鍵合現(xiàn)象普遍
切削時容易形成積屑瘤,影響加工表面的表面粗糙度,容易造成刀具表面剝落。
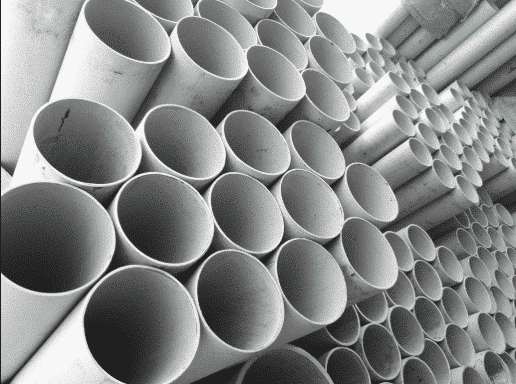
4.芯片易卷曲折斷
對于封閉式和半封閉式切屑刀,容易發(fā)生堵塞,導致表面粗糙度增加和刀具崩刃
圖 2。不銹鋼的理想切屑形狀
5、線膨脹系數(shù)大
約為碳鋼線膨脹系數(shù)的一倍半。在切削溫度的作用下,工件容易發(fā)生熱變形,影響尺寸精度。
6.導熱系數(shù)小
一般為中碳鋼導熱系數(shù)的1/4~1/2左右。切削溫度高,刀具磨損快。
刀具材料選擇
1、應選用硬度、韌性和耐熱性高、與不銹鋼有化學親和性的刀具材料。
2、用高速鋼加工STS時,應選用W2Mo9Cr4VCo8、W6Mo5Cr4V2Al、W10Mo4Cr4V3Al等高性能高速鋼。
3、使用硬質合金時,不宜使用YT系合金,宜使用含Ta(Nb)的YW或YG鎢鈷(ISO M、K)合金。如YS2、YG3X、YG8W、YG6A、YG6X、YG643、YG813、YW3Y、YG8N等。
眾所周知,刀具材料的切削性能與刀具的耐用性和生產(chǎn)率有關。刀具材料的加工性能影響刀具本身的制造和刃磨質量。宜選擇硬度高、抗粘連性和韌性好的刀具材料,如YG類硬質合金。SUS用YT類硬質合金不是一個好的選擇,尤其是在加工1Gr18Ni9Ti奧氏體不銹鋼時。絕對避免使用YT型硬型。合金,由于不銹鋼中的鈦(Ti)和YT基硬質合金中的Ti產(chǎn)生親和力,切屑容易帶走合金中的Ti,從而導致刀具磨損。生產(chǎn)實踐統(tǒng)計表明,用YG532、YG813和YW2加工不銹鋼產(chǎn)生良好的加工效果。
由于硬質合金比高速鋼具有更好的耐熱性和耐磨性,硬質合金材料制成的刀具更適合不銹鋼切削。鎢鈷合金具有良好的韌性。該刀具可制成更大的前角和更鋒利的刃口。因此,一般情況下,適合用鎢鈷合金加工不銹鋼。特別是在振動較大的粗加工和斷續(xù)切削的情況下,應使用鎢鈷合金刀片。它不像鎢鈷鈦合金那樣硬而脆,也不容易碎裂。鎢鈷鈦合金雖然紅硬性好,在高溫條件下比鎢鈷合金更耐磨,但脆性大,不耐沖擊和振動。因此,它通常用作不銹鋼精加工工具。
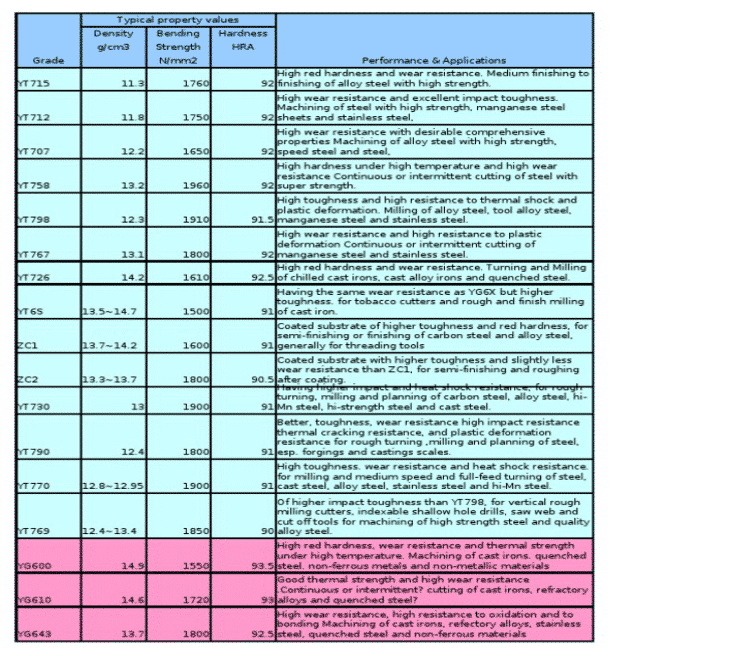
圖 3。 YT級和YG級比較
4.硬質合金的涂層可以是CA15、CA25、YBM151、YBM251、YBM351、YBG202、YBG252、YBG302、CN251、YB425、ZC05、ZC07、ZM10等。
經(jīng)典涂層是 TiAlN 或 AlCrN 涂層刀具。 TiAlN涂層具有硬度高、氧化溫度高、熱硬度好、附著力強、摩擦系數(shù)小、導熱系數(shù)低等優(yōu)良性能。由于 Cr 元素的熔點高于 Ti 元素,涂層公司開發(fā)了一種 AlCrN 涂層,其中 Cr 代替了 Ti。與TiAlN相比,AlCrN的高溫氧化溫度可顯著提高,摩擦系數(shù)更小,排屑能力更強,但硬度略有降低。

圖4 3種不同涂層材料的硬度比較
對于金屬陶瓷,可以使用YNG151。對于涂層金屬陶瓷,可以使用 YNG151C。









