
Functions of Cutting Fluid
Imagine the harsh working conditions when a twist drill rotates at astonishing speeds, penetrating deep into the workpiece for deep hole drilling. High temperatures, high pressures, and rapid rotation are extreme conditions that put immense stress on both the cutting tool and the workpiece. This is where cutting fluid steps in as a silent hero, playing a crucial role in cooling, lubricating, and cleaning during the drilling process.
Cooling Function
One of the primary functions of cutting fluid is cooling. During twist drill deep hole drilling, the friction between the tool and the workpiece generates a significant amount of heat. Without timely cooling, the tool is prone to damage due to overheating. Cutting fluid acts like a refreshing spring, carrying away the heat, protecting the tool, and ensuring the smooth progress of the drilling process.
Lubrication Function
In addition to cooling, cutting fluid also serves as a lubricant. During drilling, the contact area between the tool and the workpiece is very small, yet the pressure exerted is very high. Without sufficient lubrication, the tool can easily scratch the surface of the workpiece, affecting the quality of the hole. Cutting fluid acts like a lubricating film, reducing friction between the tool and the workpiece, decreasing wear, and improving the finish of the drilled hole.

Cleaning Function
Certainly, the cleaning function of cutting fluid should not be overlooked. During the drilling process, a significant amount of chips and metal powder is produced. If these chips are not removed in a timely manner, they can easily accumulate inside the drilled hole, leading to blockages and even damaging the tool. Cutting fluid acts like a diligent cleaner, continuously flushing the inside of the hole, carrying away the chips and metal powder, ensuring the hole remains unobstructed.
Distribution of Cutting Fluid
However, the distribution of cutting fluid in twist drill deep hole drilling is not uniform. Due to the limitations of the depth and diameter of the hole, it is difficult for the cutting fluid to reach the bottom of the hole directly. In some areas of the hole, the cutting fluid may form dead zones where the flow rate is very slow or almost non-existent. This results in the tool not receiving adequate cooling and lubrication in these areas, increasing the risk of tool wear and hole blockages.
How Cutting Fluid Affects Chip Removal
Chip removal is equally crucial in twist drill deep hole drilling. Chips are metal fragments produced during the drilling process, and if not removed promptly, they can easily accumulate inside the hole, forming blockages. Once a blockage occurs, it not only affects the quality of the hole but also puts tremendous pressure on the tool, which can lead to tool breakage. Therefore, timely chip removal is key to ensuring the smooth progress of the drilling process.
In twist drill deep hole drilling, the chip conveyance mechanism is relatively complex. Due to the limitations of the hole’s depth and diameter, chips cannot be easily expelled through the hole. They need to navigate through the tiny gap between the tool and the workpiece and then be carried out of the hole with the flow of cutting fluid. However, this process is fraught with challenges. The shape, size, and density of the chips all affect their conveyance efficiency. If the chips are too large or dense, they can easily form blockages inside the hole, leading to drilling failures.
Using 3D Simulation to Optimize Cutting Fluid Distribution for Improved Chip Removal
To optimize the distribution of cutting fluid and the removal of chips, scientists have conducted extensive research. They have utilized advanced 3D multiphysics simulation methods to conduct detailed simulations and analyses of the twist drill deep hole drilling process. These simulations not only reveal the flow characteristics of the cutting fluid inside the hole but also demonstrate the chip conveyance mechanism within the hole. Through these simulations, scientists have gained a deeper understanding of the reasons behind uneven cutting fluid distribution and inefficient chip removal, providing strong support for optimizing the drilling process.

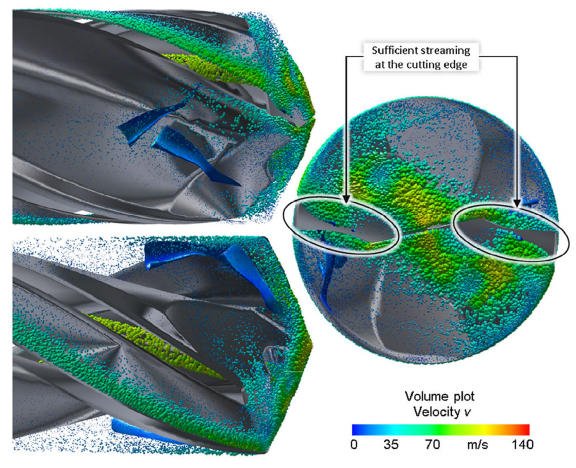
In simulation studies, the coupled particle simulation (SPH-DEM) method has played a significant role. This method accurately simulates the movement and interaction of cutting fluid and chips inside the drilled hole. Through the SPH-DEM method, scientists can observe the flow trajectory of the cutting fluid within the hole, as well as the conveyance process of chips in the cutting fluid. These observations not only validate the accuracy of the simulation method but also provide an important basis for optimizing the distribution of cutting fluid and chip removal strategies.
In addition to coupled particle simulation, CFD (Computational Fluid Dynamics) simulation has also played a crucial role in the analysis of cutting fluid flow. CFD simulation can model the flow state of cutting fluid inside the drilled hole, including parameters such as flow velocity, pressure, and temperature. Through the analysis of these parameters, scientists can understand the distribution of cutting fluid within the hole, as well as the impact of different cutting fluid parameters on hole quality. These analytical results are of significant guiding significance for optimizing cutting fluid formulations and process parameters.

In the experimental validation phase, scientists designed a series of experiments to verify the accuracy of the simulation results. They selected different cutting parameters, types of cutting fluids, and concentrations for the experiments, and recorded data such as the quality of the drilled holes, the flow rate of the cutting fluid, and the chip removal situation. By comparing the experimental data with the simulation results, the scientists found a good consistency between the two. This not only verified the reliability of the simulation method but also provided strong support for optimizing cutting fluid distribution and chip removal strategies.
During the experimental process, the scientists also discovered some interesting phenomena. For example, under certain cutting parameters, although the flow rate of the cutting fluid was high, the quality of the drilled holes was not ideal. After analysis, they found that this was due to the formation of dead zones of the cutting fluid inside the hole, which resulted in insufficient cooling and lubrication for the tool in certain areas. To address this issue, they adjusted the injection angle and flow rate of the cutting fluid, successfully improving the distribution of the cutting fluid and enhancing the quality of the drilled holes.
In addition, scientists have also found that the chip removal is closely related to parameters such as the flow rate and viscosity of the cutting fluid. When the flow rate of the cutting fluid is too high, chips are easily carried away by the fluid; however, when the viscosity of the cutting fluid is too high, chips tend to form blockages inside the hole. Therefore, when optimizing the cutting fluid formulation, it is necessary to consider the flow rate, viscosity, and other parameters of the cutting fluid to ensure the smooth removal of chips.
??
Through extensive experimentation and simulation studies, scientists have successfully optimized the cutting fluid distribution and chip removal strategies in twist drill deep hole drilling. They have found that by adjusting parameters such as the injection angle, flow rate, and viscosity of the cutting fluid, the distribution of the cutting fluid inside the hole can be significantly improved; at the same time, by optimizing the structure of the cutting tool and cutting parameters, the efficiency of chip removal can also be enhanced. These research findings not only improve the quality and efficiency of twist drill deep hole drilling but also provide valuable references for precision manufacturing in other fields.
The distribution of cutting fluid and chip removal in twist drill deep hole drilling is a complex and important process. Through scientific experimentation and simulation studies, we can gain a deeper understanding of the physical mechanisms and influencing factors in this process; by optimizing cutting fluid formulations and process parameters, we can significantly improve the quality and efficiency of drilling. In the future, with the continuous advancement of technology and the development of the manufacturing industry, it is believed that twist drill deep hole drilling technology will have an even broader development prospects and a wider range of applications.









