焼結とは、粉末を特定の溫度で特定の時間加熱した後、材料を冷卻して、目的の特性の製品を得る工程です。この特殊熱処理の全工程を焼結と呼びます。
焼結により、多孔質粉末成形體を特定の質感と特性の製品にすることができます。製品の屬性は、焼結前の多くの要因に関連していますが、多くの場合、焼結プロセスは、最終製品の組織と特性に大きな影響を與えるか、または支配的な影響さえ及ぼします。
焼結における粉末冶金の分類原理によれば、超硬合金の焼結は多相液體焼結に屬します。焼結プロセスのプロセス特性の観點から、超硬合金の焼結は、水素保護、真空焼結、ホットプレス焼結、ホットアイソスタティックプレスなどによることができる。
焼結中の焼結體の変化
超硬合金コンパクトの焼結後、最も簡単に観察される変化は、コンパクトブロックの體積収縮、強度の増加、および合金の表面が金屬光沢を示すことです。通常、成形品の多孔度は約50%ですが、成形品は一般に0.2%未満である必要があります。これはほぼ完全に緻密です。焼結する前に、プレスブロックも軽く処理して、製造プロセスでの損傷を回避する必要があります。焼結製品は、さまざまな作業(yè)條件に耐える強度を備えています。
粉末形成プロセスとは異なり、焼結特性の変化は、焼結プロセスにおいて粉末粒子間に定性的な変化があることを示します。つまり、合金粒子の結合が、合金を固體全體に形成する粉末粒子間の接觸を置き換えます。したがって、優(yōu)れた物理的および機械的特性を形成します。
焼結プロセスのいくつかの段階
超硬合金の焼結プロセスは4つの基本的な段階に分けることができます。
1.成形剤の除去と予備燃焼段階(<800°C)
最初の段階では、焼結フープは次のように変化します。
1)発泡剤の除去。焼結の初期段階では、溫度が上昇するにつれて、成形剤に次第に亀裂(ゴムなど)または蒸発(パラフィンなど)が発生し、焼結體が排除されます。同時に、成形剤は多かれ少なかれ焼結體が炭化します。
2)粉末表面酸化物の還元。水素中で焼結すると、水素は酸化コバルトと酸化タングステンを還元することができます。真空焼結では、この溫度での炭素の還元は強くありません。
3)粉末粒子の狀態(tài)が互いに変化する。この溫度では、粉末粒子間の接觸応力が徐々になくなり、結合した金屬粉末が回復して再結晶化し始め、粒子が表面に拡散し始め、成形體の強度が向上します。
2.固相焼結段階(800°C?共晶溫度)
共晶溫度とは、徐々に溫度を上げていくと、焼結體中に共晶液相が現れ始める溫度であり、WC-Coの場合、平衡焼結時の共晶溫度は、1340%である。
液相が現れる前の溫度では、前の段階で続くプロセスに加えて、焼結體の固相反応が強まり、拡散速度が上がり、粒子の塑性流動が強まるため、焼結體はかなりの収縮を示します。
3.液相焼結段階(共晶溫度?焼結溫度)
焼結體の液相が現れると、焼結體の収縮が早く完了し、炭化物粒子が成長して骨格を形成し、合金の基本構造が形成されます。
4.冷卻ステージ(焼結溫度?室溫)
この段階で、合金の微細構造とバインダー相の組成は、冷卻條件によって多少変化します。冷卻後、最終的な微細構造の合金が得られます。
ホットプレスについて
ホットプレスは、プレスと焼結を同時に行う工程です。抵抗加熱および誘導加熱技術の通常の使用に加えて、真空ホットプレス、振動ホットプレス、イコライジングホットプレス、アイソスタティックプレスなどの新しいプロセスや機器もあります。
1.ホットプレス工程の緻密化メカニズム
最終添加剤の粉末をグラファイトスタンパーに入れ、焼結とプレスを同時に行う工程をホットプレスといいます。
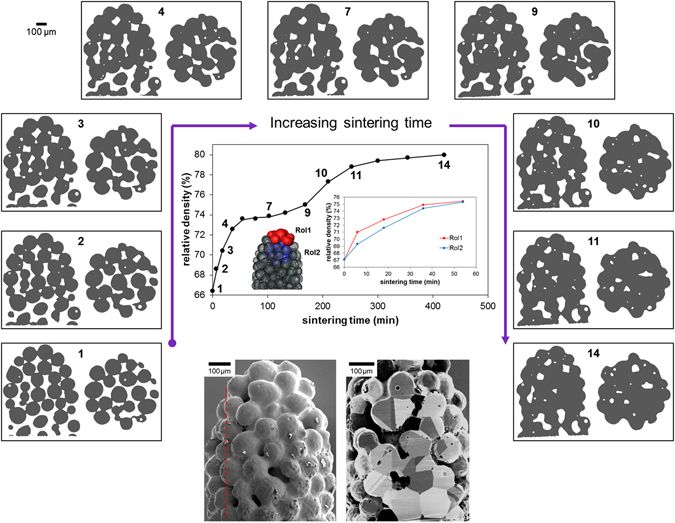
ホットプレスは、プレスと焼結の2工程を同時に行いますが、通常のコールドプレス成形と焼結と原理的に変わりはありません。効果の観點から、ホットプレスは、相転移および合金形成時間を大幅に短縮する。したがって、ホットプレス工程は活性焼結工程であると言える。 2 つの製造方法によって製造された合金の緻密化プロセスを比較しました。合金密度-焼結時間曲線から、焼結プロセスが完了するまでに 1 ~ 2 時間かかり、ホットプレスにかかる時間はわずか 3 ~ 10 分であることがわかります。
ホットプレス中の焼結プロセスは、非常にアンバランスなプロセスです?;旌戏勰─蚣訄R下で加熱し続けると、粉末表面の酸化皮膜が加圧下で破壊され、炭素により還元されます。ただし、焼結プロセスとは異なり、ホットプレスでは、WCのCoへの溶解度のバランスを取るのに十分な時間がないため、ホットプレスプロセス中に液相を介した再結晶プロセスは発生しません。そのため、ホットプレス品の収縮は通常の焼結法とは異なります。
さらに、いくつかの研究では、ホットプレス製品の収縮は流動プロセスによって引き起こされることが示されています。液相が出現する前は、主に塑性流動に依存しています。液相が現れると、圧力の作用による炭化物粒子の再配列は、液相流とも呼ばれ、コンパクトが収縮します。ホットプレス時間が短いため、拡散や再結晶化が困難です。
焼結プロセスの収縮を促進する溫度と圧力に加えて、保持時間はホットプレス製品の密度にも影響します。溫度が高くなると、目の力が大きくなり、ホットプレスの開始時に時間とともにコンパクトの収縮が激しくなり、密度がほぼ完全に変化しなくなるまでの時間が短くなります。一定の保持時間に達すると、練炭の密度は増加し続けなくなり、保持時間を延長しても意味がなくなります。
さらに、結晶欠陥のある粉末は、欠陥の存在によってホットプレスプロセスが活性化されるため、より大きな合金密度を実現できます。

2.ホットプレス工程の特徴
ホットプレスプロセスは、製品に獨自の利點をもたらします。したがって、このプロセスは超硬合金の生産に大きな役割を果たします。このプロセスの主な特徴は次のとおりです。
ホットプレスされた製品は、高密度で優(yōu)れた性能を備えています。ホットプレス品の気孔率は極めて低く、密度はほぼ理論値に達しています。同時に、ホットプレス時間が短いため、再結晶プロセスによって炭化物粒子が成長せず、製品の炭素がタングステンの結晶粒子よりも細かくなり、ホットプレス製品の硬度が高くなり、耐摩耗性が向上します。特に、精密ロールや高精度摩耗部品などの精密工具の製造に適しています。
b。押す圧力は小さく、それは大規(guī)模な製品を生産することができます。ホットプレスに必要な単位プレス圧力は、コールドプレスの約1/10です。さらに、製品のサイズは溶接によって拡張できるため、ホットプレスされた製品のサイズは、プレスの能力によって制限され、コールドプレッシャーよりも小さくなります。
現在、ホットプレスにより製造された超硬合金製品の重量は、數十キロ、さらには數百キロに達する場合があります。
c。それは複雑な形狀の製品を生産することができます。粉末材料は、ホットプレスにより熱可塑性と流動性があり、薄肉管などの複雑な形狀の製品や、ボールシリンダーなどの製品に成形できます。ただし、長尺品については、密度が不均一になる場合があり、長尺溶接部が不均一に溶接されることが多い。
d。大型で変形のない製品ができます。ホットプレス法は、コールドプレスと焼結変形の欠點を克服し、曲げのない長い部品と比較的正確な寸法の中空製品を得ることができます。ただし、ホットプレスにより、製品の表面からコバルトが押し出され、コバルトの損失(1?3%)が発生するだけでなく、ホットプレスされた製品の表面が粗くなり、洗浄や加工が困難になります。
e。単體生産に適しています。ホットプレスツールは製造が簡単で、生産サイクルが短いため、緊急に必要とされる単品または少量生産に特に適しています。
f。低生産性と高コスト。ホットプレス法では、一度に1つから複數の製品しか製造できません。金型コストが高く、壽命が短い。したがって、大量生産には適していません。常溫焼結法の製造に使用されます。製品。
g。高度な操作技術が必要です。ホットプレスプロセス中、溫度と圧力、溫度上昇と冷卻速度、および収縮制御の組み合わせが、製品の性能と欠陥に決定的な役割を果たします。そのため、オペレーターには高度なスキルが要求されます。
注目すべき點の1つは、平衡ホットプレスとアイソスタティックホットプレスの開発により、ホットプレスプロセスの欠點の一部が克服されることです。









